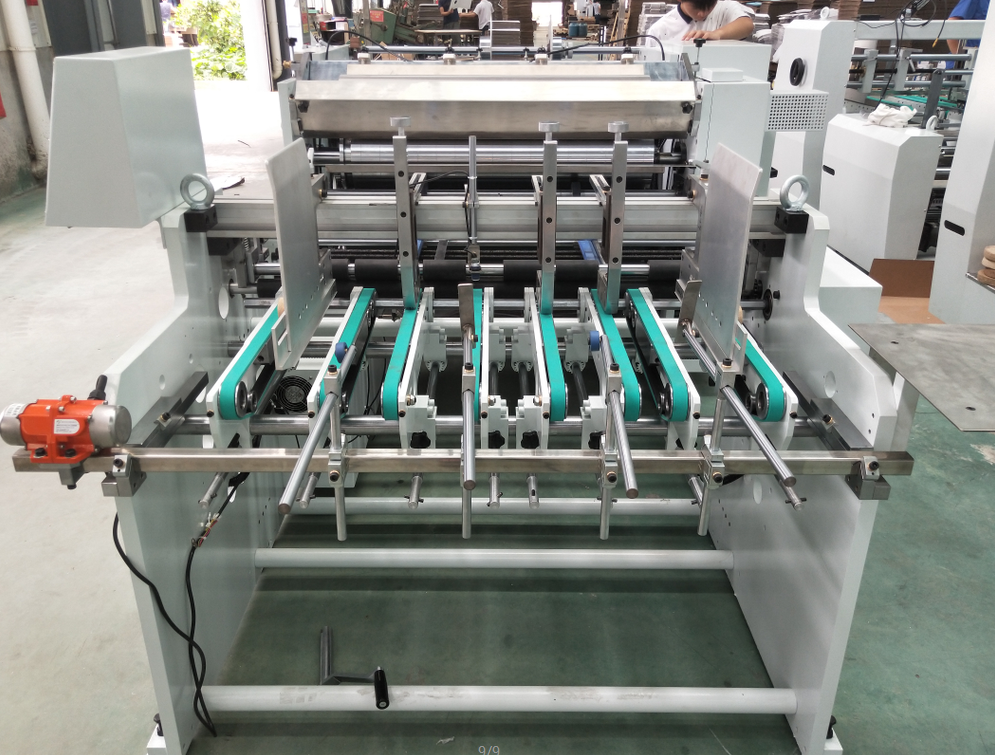
此機型分爲:皮帶式給紙 、紙張定位部、上糊部 、膠片貼合部、成品輸送部。
本機适用于彩盒、彩箱的開窗貼膠片。
單雙張控制系統,能适用不同大小的紙張。
強力時規皮帶傳動方式,減小傳動部位間隙誤差,提高盒胚與膠片貼合精度,同時易于保養。
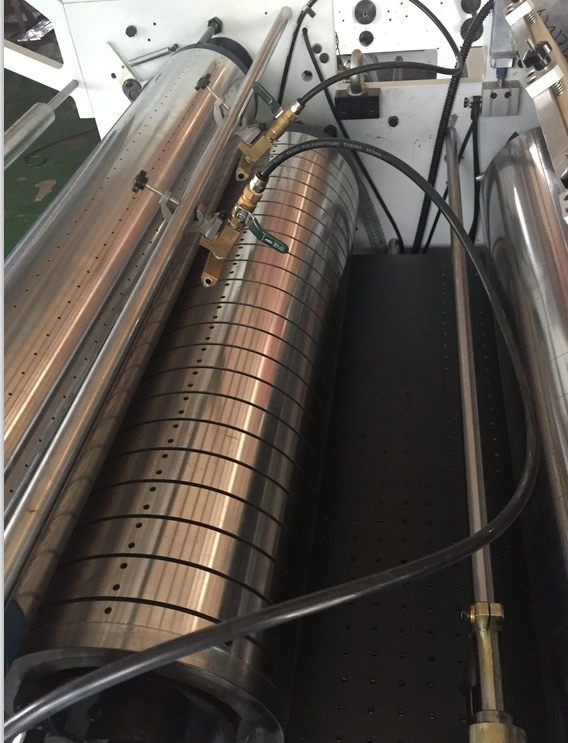
采用局部上膠系統,隻在需要的地方上膠水,可大大節約膠水用量 。
采用先進的設計将調機時間縮至最短,人性化的設計使操作更加方便簡單。
使用伺服追蹤給紙,出紙更穩定,減少報廢。
給紙輪可方便地進行單、雙張給紙轉換,以便根據紙張大小确定工作速度。
傳送導輪和壓輪相配合,将紙張傳入定距傳送部。
利用定距傳送鏈條上推塊,使紙紙以相同的節距傳送。
鏈條位移螺杆調節機構,可根據紙張的大小确定傳送鏈條的左、右位置。
側導闆和壓條等裝置,保證紙張平穩順利傳送。
局部上膠方案爲客戶節約1/3的塗布材料與每班0.5小時的清潔時間。
利用真空吸力吸住紙張,使用皮帶傳送紙張和上膠水。
上、下糊輪和糊輪座可全部抽出于機台外側,方便清洗與糊槽安裝。
前後左右,微調結構使調節更加精練。
膠片通過固定架兩邊的側導闆和左右微調螺杆,調整膠片傳動的左右位置。
切膠部:伺服電機送料可将材料長度誤差控制在0.2MM之内,貼合精度更加精準。
通過調節膠片結合調整杆,可調整貼窗膠片的前後位置,保證膠片能和窗口位置對準。
通過調整皮帶間隙調整杆,使膠片與紙張的間隙不緻于過大,而産生膠片歪斜等情況。
成品由輸送導輪引成品進入輸送帶并防止紙張翹起卷入機台。
輸送皮帶高低配合輸送壓輪的調整,使成品能堆積排列整齊。
主要技術參數
紙張長度
100-680 mm
紙張寬度
雙列80-500 mm 單列80-1100mm
膠片長度
50-520 mm
膠片寬度
雙列30-400 mm 單列30-840mm
膠片厚度
0.03-0.20 mm
适用紙張
卡紙, E浪瓦楞紙闆
最大生産速度
紙長330mm以上250張/分(視産品、紙張及操作因素而定)
紙長330mm以下500張/分(視産品、紙張及操作因素而定)
所需動力
15 KW
壓縮空氣泵
空氣壓縮機排氣量0.16m³/min(立方/分鍾) --- 用戶自備
設備尺寸L x W x H
5400 x 3210 x 2200 mm
設備重量
3600kg
首頁
關于我們
産品中心
新聞中心
下載中心
聯系我們
全自動高速裱紙機
全自動平壓平模切機
全自動模切燙金機
全自動貼窗機
全自動高速糊盒機